ກະທູ້, ກ້ຽວວຽນ intricate ທີ່ພົບເຫັນຢູ່ໃນ bolts, screws, ແລະພາຍໃນຫມາກແຫ້ງເປືອກແຂງ, ແມ່ນຢູ່ໄກຫຼາຍກ່ວາທີ່ເຂົາເຈົ້າປະກົດ. ພວກມັນແຕກຕ່າງກັນໃນການອອກແບບ, ຂະຫນາດ, ແລະຫນ້າທີ່, ຮູບຮ່າງຂອງອົງປະກອບທີ່ສອດຄ່ອງກັນໃນທຸກສິ່ງທຸກຢ່າງຈາກເຄື່ອງຈັກງ່າຍດາຍໄປສູ່ລະບົບວິສະວະກໍາທີ່ກ້າວຫນ້າ. ໃນຄູ່ມືນີ້, ພວກເຮົາເຈາະເລິກເຖິງພື້ນຖານຂອງການອອກແບບກະທູ້, ຄົ້ນຫາລັກສະນະພື້ນຖານທີ່ແຕກຕ່າງຈາກເສັ້ນດ້າຍຫນຶ່ງ. ຈາກເພດຂອງກະທູ້ເຖິງຄວາມມືຂອງພວກເຂົາ, ແລະຈາກລະດັບຂອງເສັ້ນຜ່າກາງຂອງພວກເຂົາ, ພວກເຮົາຄົ້ນພົບອົງປະກອບທີ່ສໍາຄັນທີ່ເຮັດໃຫ້ກະທູ້ເປັນສິ່ງມະຫັດສະຈັນຂອງວິສະວະກໍາທີ່ມັກຈະຖືກມອງຂ້າມ.
ກວດເບິ່ງລາຍລະອຽດດັ່ງລຸ່ມນີ້ເມື່ອພວກເຮົາແກ້ໄຂໂລກທີ່ສັບສົນຂອງກະທູ້, ໃຫ້ທ່ານມີຄວາມເຂົ້າໃຈພື້ນຖານທີ່ຈໍາເປັນສໍາລັບທັງຈົວທີ່ຢາກຮູ້ຢາກເຫັນ ແລະເປັນມືອາຊີບຕາມລະດູການ.
ບາງເງື່ອນໄຂທີ່ສໍາຄັນຂອງ Thread
ການນໍາໃຊ້ຄໍາສັບຕ່າງໆທີ່ມີເພດສາມາດສືບຕໍ່ສະຖານະພາບທີ່ເປັນອັນຕະລາຍແລະປະກອບສ່ວນເພື່ອວັດທະນະທໍາຂອງການຍົກເວັ້ນ. ໂດຍການນໍາໃຊ້ຄໍາສັບທີ່ເປັນກາງຫຼາຍເຊັ່ນ "ພາຍນອກ" ແລະ "ພາຍໃນ" ກະທູ້, ພວກເຮົາສາມາດລວມເຂົ້າກັນຫຼາຍຂຶ້ນແລະຫຼີກເວັ້ນການມີອະຄະຕິທີ່ບໍ່ໄດ້ຕັ້ງໃຈ.
* ຄວາມຖືກຕ້ອງ:ການປຽບທຽບຈະແບ່ງລົງຕື່ມອີກເມື່ອພິຈາລະນາຮູບແບບ ແລະການນຳໃຊ້ກະທູ້ທີ່ບໍ່ແມ່ນຄູ່.
ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະຕ້ອງຖືກຕ້ອງແລະລວມທັງພາສາດ້ານວິຊາການເຊັ່ນກັນ.
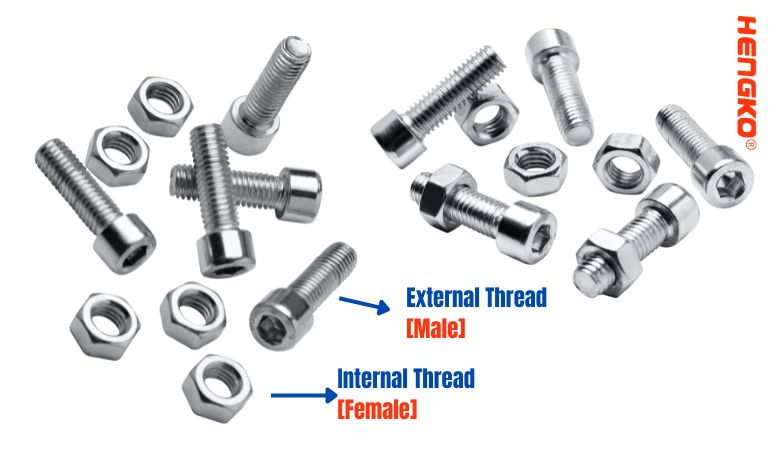
* ທາງເລືອກ:ມີຂໍ້ກໍານົດດ້ານວິຊາການທີ່ຊັດເຈນແລະຖືກສ້າງຕັ້ງຂຶ້ນແລ້ວສໍາລັບຄຸນລັກສະນະຂອງກະທູ້:
* ກະທູ້ພາຍນອກ:ກະທູ້ຢູ່ດ້ານນອກຂອງອົງປະກອບ.
* ກະທູ້ພາຍໃນ:ກະທູ້ຢູ່ພາຍໃນອົງປະກອບ.
* ເສັ້ນຜ່າສູນກາງຕົ້ນຕໍ:ເສັ້ນຜ່າສູນກາງທີ່ໃຫຍ່ທີ່ສຸດຂອງ thread.
* ເສັ້ນຜ່າສູນກາງເລັກນ້ອຍ:ເສັ້ນຜ່າສູນກາງນ້ອຍທີ່ສຸດຂອງກະທູ້.
* ລະດັບສຽງ:ໄລຍະຫ່າງລະຫວ່າງສອງຈຸດທີ່ສອດຄ້ອງກັນກ່ຽວກັບກະທູ້ທີ່ຢູ່ຕິດກັນ.
ການນໍາໃຊ້ຂໍ້ກໍານົດເຫຼົ່ານີ້ສະຫນອງຂໍ້ມູນທີ່ຖືກຕ້ອງແລະບໍ່ຊັດເຈນໂດຍບໍ່ມີການອີງໃສ່ການປຽບທຽບທີ່ເປັນອັນຕະລາຍ.
ກະທູ້ຖືກນໍາໃຊ້ໃນການປະກອບການກັ່ນຕອງ
ການກັ່ນຕອງ Sintered ໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາຕ່າງໆເພື່ອຈຸດປະສົງການກັ່ນຕອງ. ພວກມັນຖືກເຮັດໂດຍການຜູກມັດຜົງໂລຫະເຂົ້າກັນໂດຍຜ່ານຂະບວນການປິ່ນປົວຄວາມຮ້ອນທີ່ເອີ້ນວ່າ sintering. ນີ້ສ້າງໂຄງສ້າງທີ່ເຂັ້ມແຂງ, porous ທີ່ປະສິດທິພາບສາມາດການກັ່ນຕອງອອກອະນຸພາກຈາກນ້ໍາຫຼືອາຍແກັສ.
ກະທູ້ຖືກໃຊ້ທົ່ວໄປໃນການປະກອບການກັ່ນຕອງເພື່ອເຊື່ອມຕໍ່ອົງປະກອບທີ່ແຕກຕ່າງກັນເຂົ້າກັນ. ນີ້ແມ່ນບາງຕົວຢ່າງສະເພາະຂອງວິທີການກະທູ້ຖືກໃຊ້ໃນການປະກອບການກັ່ນຕອງ sintered:
* ຝາປິດທ້າຍຂອງໄສ້ຕອງ:
ໄສ້ຕອງການກັ່ນຕອງ sintered ຫຼາຍມີຝາທ້າຍ threaded ທີ່ອະນຸຍາດໃຫ້ເຂົາເຈົ້າໄດ້ຮັບການ screwed ເຂົ້າໄປໃນທີ່ຢູ່ອາໄສການກັ່ນຕອງ.
ນີ້ສ້າງປະທັບຕາທີ່ປອດໄພແລະປ້ອງກັນການຮົ່ວໄຫຼ.
* ການກັ່ນຕອງການເຊື່ອມຕໍ່ທີ່ຢູ່ອາໄສ:
ທີ່ຢູ່ອາໄສການກັ່ນຕອງມັກຈະມີພອດກະທູ້ທີ່ອະນຸຍາດໃຫ້ພວກເຂົາເຊື່ອມຕໍ່ກັບທໍ່ຫຼືອຸປະກອນອື່ນໆ.
ນີ້ອະນຸຍາດໃຫ້ການຕິດຕັ້ງແລະການໂຍກຍ້າຍຂອງປະກອບການກັ່ນຕອງໄດ້ງ່າຍ.
* ການກັ່ນຕອງກ່ອນ:
ບາງຕົວກອງຕົວກອງໃຊ້ຕົວກອງກ່ອນເພື່ອເອົາອະນຸພາກທີ່ໃຫຍ່ກວ່າອອກກ່ອນທີ່ພວກມັນຈະໄປຮອດຕົວກອງທີ່ຖືກເຜົາ.
ການກັ່ນຕອງກ່ອນເຫຼົ່ານີ້ອາດຈະຖືກ screwed ເຂົ້າໄປໃນສະຖານທີ່ໂດຍໃຊ້ກະທູ້.
Prefilters ໃນສະພາແຫ່ງການກັ່ນຕອງ sintered
* ທ່າເຮືອລະບາຍນໍ້າ:
ບາງບ່ອນຢູ່ການກັ່ນຕອງມີຮູລະບາຍນ້ໍາທີ່ມີກະທູ້ທີ່ອະນຸຍາດໃຫ້ກໍາຈັດຂອງນ້ໍາຫຼືກ໊າຊທີ່ເກັບກໍາ.
ປະເພດສະເພາະຂອງກະທູ້ທີ່ໃຊ້ໃນການປະກອບການກັ່ນຕອງຈະຂຶ້ນກັບຄໍາຮ້ອງສະຫມັກແລະຂະຫນາດຂອງການກັ່ນຕອງ. ປະເພດກະທູ້ທົ່ວໄປລວມມີ NPT, BSP, ແລະ Metric.
ນອກເໜືອໄປຈາກຕົວຢ່າງຂ້າງເທິງ, ກະທູ້ຍັງອາດຈະຖືກໃຊ້ເພື່ອຈຸດປະສົງອື່ນໆໃນການປະກອບການກັ່ນຕອງ sintered, ເຊັ່ນ:
* ຕິດເຊັນເຊີຫຼືເຄື່ອງວັດແທກ
* ວົງເລັບຕິດ
* ຮັບປະກັນອົງປະກອບພາຍໃນ
ໂດຍລວມແລ້ວ, ກະທູ້ມີບົດບາດສໍາຄັນໃນການຮັບປະກັນການເຮັດວຽກທີ່ເຫມາະສົມແລະການປະຕິບັດການປະກອບການກັ່ນຕອງ sintered.
ໃນທີ່ສຸດ, ທາງເລືອກຂອງຄໍາສັບແມ່ນຂຶ້ນກັບທ່ານ.
ຢ່າງໃດກໍ່ຕາມ, ຂ້າພະເຈົ້າຂໍແນະນໍາໃຫ້ທ່ານພິຈາລະນາຜົນກະທົບທີ່ເປັນໄປໄດ້ຂອງການໃຊ້ພາສາທາງເພດແລະຜົນປະໂຫຍດຂອງການໃຊ້ທາງເລືອກທີ່ເປັນກາງແລະລວມ.
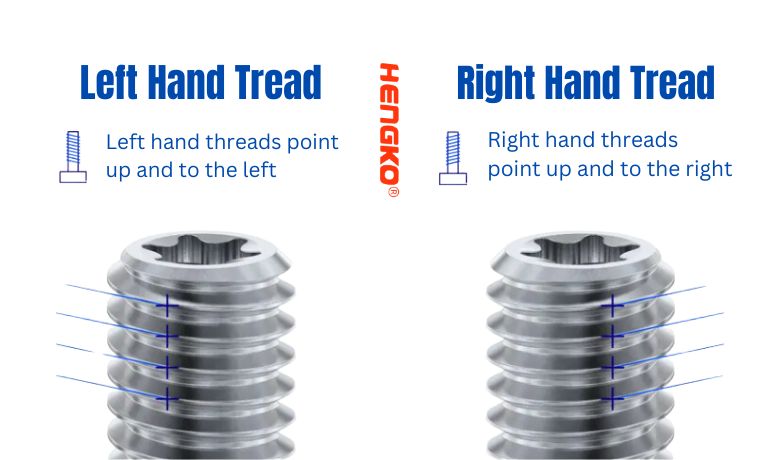
Handedness ຂອງກະທູ້
ເປັນຫຍັງກະທູ້ມືຂວາຈຶ່ງເປັນເລື່ອງທຳມະດາກວ່າ?
* ບໍ່ມີເຫດຜົນທາງປະຫວັດສາດທີ່ແນ່ນອນ, ແຕ່ບາງທິດສະດີແນະນໍາວ່າມັນອາດຈະເປັນຍ້ອນຄວາມລໍາອຽງທໍາມະຊາດຂອງຄົນສ່ວນໃຫຍ່ເປັນມືຂວາ, ເຮັດໃຫ້ມັນງ່າຍຂຶ້ນທີ່ຈະແຫນ້ນແລະຖອດກະທູ້ຂວາດ້ວຍມືທີ່ເດັ່ນຊັດຂອງພວກເຂົາ.
* ກະທູ້ຂວາມືຍັງມີແນວໂນ້ມທີ່ຈະເຄັ່ງຄັດເອງເມື່ອຖືກບັງຄັບໃຫ້ຫມຸນໃນທິດທາງດຽວກັນກັບການຮັດແຫນ້ນ (ຕົວຢ່າງ: bolt ໃນລໍ້ spinning).
ການນໍາໃຊ້ຂອງກະທູ້ຊ້າຍ:
ດັ່ງທີ່ທ່ານໄດ້ກ່າວມາ, ກະທູ້ຊ້າຍມັກຈະຖືກນໍາໃຊ້ໃນສະຖານະການທີ່ການວ່າງຍ້ອນການສັ່ນສະເທືອນຫຼືກໍາລັງຫມຸນເປັນຄວາມກັງວົນ,
ເຊັ່ນ: ພວກມັນຍັງຖືກນໍາໃຊ້ໃນເຄື່ອງມືແລະອຸປະກອນສະເພາະບ່ອນທີ່ມີທິດທາງທີ່ແຕກຕ່າງກັນຂອງການຫມຸນແມ່ນຈໍາເປັນສໍາລັບການເຮັດວຽກ.
* ແກ້ວກ໊າຊ: ເພື່ອປ້ອງກັນການເປີດໂດຍບັງເອີນເນື່ອງຈາກຄວາມກົດດັນຈາກພາຍນອກ.
* ລົດຖີບ pedal: ຢູ່ເບື້ອງຊ້າຍເພື່ອປ້ອງກັນບໍ່ໃຫ້ເຂົາເຈົ້າຈາກການ loosening ເນື່ອງຈາກການຫມຸນຂອງລໍ້ໄປຂ້າງຫນ້າ.
* ເຫມາະກັບການແຊກແຊງ: ເພື່ອສ້າງຄວາມເຂັ້ມແຂງ, ຄວາມປອດໄພຫຼາຍທີ່ທົນທານຕໍ່ disassembly.
ການກໍານົດຄວາມສໍາຄັນກະທູ້:
* ບາງຄັ້ງທິດທາງກະທູ້ຖືກຫມາຍໂດຍກົງໃສ່ fastener (ຕົວຢ່າງ, "LH" ສໍາລັບຊ້າຍມື).
* ການສັງເກດມຸມຂອງກະທູ້ຈາກດ້ານຂ້າງຍັງສາມາດເປີດເຜີຍທິດທາງໄດ້:
1.ກະທູ້ຂວາມືເລື່ອນຂຶ້ນໄປທາງຂວາ (ຄືກັບສະກູຂຶ້ນຄ້ອຍ).
2. ກະທູ້ຊ້າຍເລື່ອນຂຶ້ນໄປທາງຊ້າຍ.
ຄວາມສໍາຄັນຂອງ handedness ໃນການກັ່ນຕອງ sintered ແລະການນໍາໃຊ້ທົ່ວໄປ.
Handedness, ໂດຍອ້າງອີງໃສ່ທິດທາງຂອງການຫມຸນ thread (ຕາມເຂັມໂມງຫຼື counter-clockwise), ແທ້ຈິງແລ້ວສໍາຄັນໃນຄໍາຮ້ອງສະຫມັກການກັ່ນຕອງ sintered ສໍາລັບເຫດຜົນຫຼາຍ:
ການຜະນຶກແລະການຮົ່ວໄຫຼ:
* Tightening ແລະ Loosening: ມືທີ່ເຫມາະສົມຮັບປະກັນອົງປະກອບແຫນ້ນແຫນ້ນຢ່າງປອດໄພໃນເວລາທີ່ຫັນໄປໃນທິດທາງທີ່ຕັ້ງໄວ້ແລະພວນໄດ້ຢ່າງງ່າຍດາຍໃນເວລາທີ່ຈໍາເປັນ. ກະທູ້ທີ່ບໍ່ກົງກັນສາມາດນໍາໄປສູ່ການແຫນ້ນເກີນໄປ, ທໍາລາຍການກັ່ນຕອງຫຼືທີ່ຢູ່ອາໄສ, ຫຼືການແຫນ້ນແຫນ້ນທີ່ບໍ່ສົມບູນ, ເຮັດໃຫ້ເກີດການຮົ່ວໄຫຼ.
* Galling and Seizing: ທິດທາງກະທູ້ທີ່ບໍ່ຖືກຕ້ອງສາມາດສ້າງ friction ແລະ galling, ເຮັດໃຫ້ອົງປະກອບມີຄວາມຫຍຸ້ງຍາກຫຼືບໍ່ສາມາດແຍກອອກໄດ້. ນີ້ສາມາດເປັນບັນຫາໂດຍສະເພາະໃນລະຫວ່າງການບໍາລຸງຮັກສາຫຼືການທົດແທນການກັ່ນຕອງ.
ມາດຕະຖານ ແລະຄວາມເຂົ້າກັນໄດ້:
- Interchangeability: ມາດຕະຖານຂອງກະທູ້ handedness ອະນຸຍາດໃຫ້ສໍາລັບການທົດແທນໄດ້ງ່າຍຂອງອົງປະກອບການກັ່ນຕອງຫຼືທີ່ຢູ່ອາໄສທີ່ມີພາກສ່ວນທີ່ເຂົ້າກັນໄດ້, ບໍ່ວ່າຈະເປັນຜູ້ຜະລິດ. ນີ້ເຮັດໃຫ້ການບໍາລຸງຮັກສາງ່າຍແລະຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍ.
- ກົດລະບຽບຂອງອຸດສາຫະກໍາ: ອຸດສາຫະກໍາຈໍານວນຫຼາຍມີກົດລະບຽບສະເພາະກ່ຽວກັບການຈັບ threaded ໃນລະບົບການຈັດການນ້ໍາສໍາລັບເຫດຜົນດ້ານຄວາມປອດໄພແລະການປະຕິບັດ. ການນໍາໃຊ້ກະທູ້ທີ່ບໍ່ສອດຄ່ອງສາມາດລະເມີດກົດລະບຽບແລະນໍາໄປສູ່ອັນຕະລາຍດ້ານຄວາມປອດໄພ.
ການນໍາໃຊ້ທົ່ວໄປແລະມື:
- ຝາອັດປາກມົດລູກກັ່ນກອງ: ໂດຍປົກກະຕິແລ້ວໃຊ້ກະທູ້ຂວາມື (ຕາມເຂັມໂມງເພື່ອຮັດ) ເພື່ອຍຶດຕິດໃສ່ຕົວກອງທີ່ປອດໄພ.
- ການເຊື່ອມຕໍ່ທີ່ຢູ່ອາໄສການກັ່ນຕອງ: ໂດຍທົ່ວໄປແລ້ວປະຕິບັດຕາມມາດຕະຖານອຸດສາຫະກໍາ, ເຊິ່ງມັກຈະກໍານົດກະທູ້ຂວາມືສໍາລັບການເຊື່ອມຕໍ່ທໍ່.
- Pre-filters: ອາດຈະໃຊ້ກະທູ້ຂວາຫຼືຊ້າຍ, ຂຶ້ນກັບການອອກແບບສະເພາະແລະຈຸດປະສົງຂອງການໄຫຼຂອງນ້ໍາ.
- ທໍ່ລະບາຍນ້ໍາ: ປົກກະຕິແລ້ວມີກະທູ້ຂວາມືເພື່ອເປີດແລະປິດໄດ້ງ່າຍເພື່ອລະບາຍນ້ໍາ.
ຫວັງວ່າຂໍ້ມູນນີ້ສາມາດຊ່ວຍໃຫ້ທ່ານເຂົ້າໃຈລາຍລະອຽດຂອງ thread handedness!
ການອອກແບບກະທູ້
ທັງສອງກະທູ້ຂະຫນານແລະ tapered ມີບົດບາດສໍາຄັນໃນຄໍາຮ້ອງສະຫມັກຕ່າງໆ, ແຕ່ລະຄົນມີຂໍ້ດີແລະການນໍາໃຊ້ທີ່ແຕກຕ່າງກັນຂອງຕົນເອງ. ເພື່ອເພີ່ມຄວາມເລິກບາງຢ່າງໃຫ້ກັບຄໍາອະທິບາຍຂອງທ່ານ, ນີ້ແມ່ນບາງຈຸດທີ່ທ່ານອາດຈະພິຈາລະນາ:
1. ກົນໄກການຜະນຶກ:
* ກະທູ້ຂະໜານ:
ໂດຍທົ່ວໄປແລ້ວພວກມັນຈະອີງໃສ່ປະທັບຕາພາຍນອກເຊັ່ນ: gaskets ຫຼື O-rings ສໍາລັບການເຊື່ອມຕໍ່ທີ່ຮົ່ວ.
ນີ້ອະນຸຍາດໃຫ້ສໍາລັບການປະກອບຊ້ໍາຊ້ອນແລະ disassembly ໂດຍບໍ່ມີການທໍາລາຍກະທູ້.
* ກະທູ້ Tapered:
ພວກເຂົາເຈົ້າສ້າງການເຊື່ອມຕໍ່ທີ່ໃກ້ຊິດ, ການຜະນຶກດ້ວຍຕົນເອງເນື່ອງຈາກການດໍາເນີນການ wedging ຍ້ອນວ່າເຂົາເຈົ້າໄດ້ຖືກ screwed ໃນ.
ນີ້ເຮັດໃຫ້ພວກມັນເຫມາະສົມສໍາລັບຄໍາຮ້ອງສະຫມັກທີ່ມີຄວາມກົດດັນສູງເຊັ່ນທໍ່ແລະອຸປະກອນ.
ຢ່າງໃດກໍ່ຕາມ, ການເຄັ່ງຄັດເກີນສາມາດທໍາລາຍກະທູ້ຫຼືເຮັດໃຫ້ມັນຍາກທີ່ຈະເອົາອອກ.
2. ມາດຕະຖານທົ່ວໄປ:
* ກະທູ້ຂະໜານ:
ເຫຼົ່ານີ້ລວມມີມາດຕະຖານເຊັ່ນ: Unified Thread Standard (UTS) ແລະ Metric ISO threads.
ພວກມັນມີຢູ່ທົ່ວໄປໃນແອັບພລິເຄຊັນທົ່ວໄປເຊັ່ນ: ປະຕູ, ສະກູ, ແລະແກ່ນໝາກໄມ້.
* ກະທູ້ Tapered:
ເສັ້ນທໍ່ແຫ່ງຊາດ (NPT) ແລະກະທູ້ທໍ່ມາດຕະຖານອັງກິດ (BSPT)
ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນລະບົບປະປາແລະນ້ໍາ.
ແອັບພລິເຄຊັນ:
* ກະທູ້ຂະໜານ: ໃຊ້ໃນການປະກອບເຄື່ອງເຟີນີເຈີ, ເຄື່ອງເອເລັກໂທຣນິກ, ເຄື່ອງຈັກ, ແລະເຄື່ອງໃຊ້ອື່ນໆທີ່ຕ້ອງຖອດປະທັບຕາເລື້ອຍໆ ແລະສະອາດ.
* ກະທູ້ Tapered: ເຫມາະສໍາລັບການປະປາ, ໄຮໂດຼລິກ, ລະບົບ pneumatic, ແລະຄໍາຮ້ອງສະຫມັກໃດໆທີ່ຕ້ອງການການເຊື່ອມຕໍ່ຮົ່ວໄຫຼພາຍໃຕ້ຄວາມກົດດັນຫຼືການສັ່ນສະເທືອນ.
ຫມາຍເຫດເພີ່ມເຕີມ:
* ບາງມາດຕະຖານກະທູ້ເຊັ່ນ BSPP (British Standard Pipe Parallel) ສົມທົບຮູບແບບຂະຫນານທີ່ມີແຫວນປະທັບຕາສໍາລັບການເຊື່ອມຕໍ່ຮົ່ວ.
* ຄວາມເລິກຂອງກະທູ້ (ໄລຍະຫ່າງລະຫວ່າງກະທູ້) ແລະຄວາມເລິກຂອງກະທູ້ຍັງມີບົດບາດສໍາຄັນໃນຄວາມເຂັ້ມແຂງຂອງ thread ແລະການເຮັດວຽກ.
ຄວາມກ່ຽວຂ້ອງຂອງແຕ່ລະປະເພດການອອກແບບກະທູ້ໃນການກັ່ນຕອງໂລຫະ sintered.
ໃນຂະນະທີ່ການອອກແບບເສັ້ນດ້າຍຕົວມັນເອງບໍ່ໄດ້ຢູ່ໃນປະເພດຂອງການກັ່ນຕອງ, ມັນມີບົດບາດສໍາຄັນໃນການເຮັດວຽກແລະການປະຕິບັດຂອງເຄື່ອງກອງການກັ່ນຕອງໂລຫະທີ່ເຮັດດ້ວຍ sintered. ນີ້ແມ່ນວິທີການອອກແບບກະທູ້ທີ່ແຕກຕ່າງກັນມີຜົນກະທົບການກັ່ນຕອງໂລຫະ sintered:
ການອອກແບບກະທູ້ທົ່ວໄປ:
* NPT (ກະທູ້ທໍ່ແຫ່ງຊາດ): ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອາເມລິກາເຫນືອສໍາລັບຄໍາຮ້ອງສະຫມັກທໍ່ທົ່ວໄປ. ສະຫນອງການຜະນຶກທີ່ດີແລະສາມາດໃຊ້ໄດ້ພ້ອມ.
* BSP (ທໍ່ມາດຕະຖານອັງກິດ): ທົ່ວໄປໃນເອີຣົບແລະອາຊີ, ຄ້າຍຄືກັນກັບ NPT ແຕ່ມີຄວາມແຕກຕ່າງເລັກນ້ອຍ. ມັນເປັນສິ່ງ ສຳ ຄັນທີ່ຈະຈັບຄູ່ກັບມາດຕະຖານທີ່ ເໝາະ ສົມ.
* Metric Threads: ໄດ້ມາດຕະຖານທົ່ວໂລກ, ສະເຫນີທາງເລືອກການຕັ້ງກະທູ້ທີ່ກວ້າງຂຶ້ນສໍາລັບຄວາມຕ້ອງການສະເພາະ.
* ກະທູ້ພິເສດອື່ນໆ: ອີງຕາມຄໍາຮ້ອງສະຫມັກ, ການອອກແບບກະທູ້ພິເສດເຊັ່ນ SAE (ສະມາຄົມວິສະວະກອນຍານຍົນ) ຫຼື JIS (ມາດຕະຖານອຸດສາຫະກໍາຍີ່ປຸ່ນ) ອາດຈະຖືກນໍາໃຊ້.
ຄວາມກ່ຽວຂ້ອງຂອງການອອກແບບກະທູ້:
* ການຜະນຶກແລະການຮົ່ວໄຫຼ: ການອອກແບບກະທູ້ທີ່ເຫມາະສົມຮັບປະກັນການເຊື່ອມຕໍ່ແຫນ້ນ, ປ້ອງກັນການຮົ່ວໄຫຼແລະຮັກສາຄວາມສົມບູນຂອງການກັ່ນຕອງ. ກະທູ້ທີ່ບໍ່ກົງກັນສາມາດເຮັດໃຫ້ເກີດການຮົ່ວໄຫຼ, ປະສິດທິພາບການປະນີປະນອມແລະອາດຈະນໍາໄປສູ່ອັນຕະລາຍດ້ານຄວາມປອດໄພ.
* ການປະກອບແລະການຖອດປະກອບ: ການອອກແບບກະທູ້ທີ່ແຕກຕ່າງກັນສະເຫນີຄວາມງ່າຍຂອງການປະກອບແລະການ disassembly ແຕກຕ່າງກັນ. ປັດໃຈຕ່າງໆເຊັ່ນ: ເສັ້ນດ້າຍຂອງເສັ້ນດ້າຍ ແລະຄວາມຕ້ອງການການຫຼໍ່ລື່ນແມ່ນຕ້ອງໄດ້ຮັບການພິຈາລະນາສໍາລັບການບໍາລຸງຮັກສາປະສິດທິພາບ.
* ມາດຕະຖານແລະຄວາມເຂົ້າກັນໄດ້: ກະທູ້ມາດຕະຖານເຊັ່ນ NPT ຫຼື Metric ຮັບປະກັນຄວາມເຂົ້າກັນໄດ້ກັບທີ່ຢູ່ອາໄສການກັ່ນຕອງມາດຕະຖານແລະລະບົບທໍ່. ການນໍາໃຊ້ກະທູ້ທີ່ບໍ່ແມ່ນມາດຕະຖານສາມາດສ້າງບັນຫາຄວາມເຂົ້າກັນໄດ້ແລະສັບສົນການທົດແທນ.
* ຄວາມເຂັ້ມແຂງແລະການຈັດການຄວາມກົດດັນ: ການອອກແບບກະທູ້ມີອິດທິພົນຕໍ່ຄວາມເຂັ້ມແຂງແລະຄວາມສາມາດໃນການຈັດການຄວາມກົດດັນໃນການປະກອບການກັ່ນຕອງ. ຄໍາຮ້ອງສະຫມັກທີ່ມີຄວາມກົດດັນສູງອາດຈະຕ້ອງການປະເພດ thread ສະເພາະທີ່ມີການມີສ່ວນຮ່ວມຢ່າງເລິກເຊິ່ງສໍາລັບການກະຈາຍການໂຫຼດທີ່ດີກວ່າ.
ເລືອກການອອກແບບກະທູ້ທີ່ຖືກຕ້ອງ:
* ຄວາມຕ້ອງການຂອງການນໍາໃຊ້: ພິຈາລະນາປັດໄຈເຊັ່ນຄວາມກົດດັນປະຕິບັດການ, ອຸນຫະພູມ, ຄວາມເຂົ້າກັນໄດ້ຂອງນ້ໍາ, ແລະຄວາມຖີ່ຂອງການປະກອບທີ່ຕ້ອງການ / disassembly.
* ມາດຕະຖານອຸດສາຫະກໍາ: ປະຕິບັດຕາມມາດຕະຖານອຸດສາຫະກໍາທີ່ກ່ຽວຂ້ອງແລະກົດລະບຽບສໍາລັບພາກພື້ນຫຼືຄໍາຮ້ອງສະຫມັກສະເພາະຂອງທ່ານ.
* ຄວາມເຂົ້າກັນໄດ້: ຮັບປະກັນຄວາມເຂົ້າກັນໄດ້ seamless ກັບທີ່ຢູ່ອາໄສການກັ່ນຕອງ, ລະບົບທໍ່, ແລະພາກສ່ວນການທົດແທນທີ່ມີທ່າແຮງ.
* ຄວາມງ່າຍຂອງການນໍາໃຊ້: ການດຸ່ນດ່ຽງຄວາມຕ້ອງການສໍາລັບການປະທັບຕາທີ່ປອດໄພກັບຄວາມງ່າຍຂອງການບໍາລຸງຮັກສາແລະການທົດແທນທີ່ມີທ່າແຮງໃນອະນາຄົດ.
ຈືຂໍ້ມູນການ, ໃນຂະນະທີ່ການອອກແບບກະທູ້ບໍ່ໄດ້ເຊື່ອມຕໍ່ໂດຍກົງກັບປະເພດຂອງການກັ່ນຕອງໂລຫະ sintered, ມັນເປັນປັດໃຈສໍາຄັນສໍາລັບການປະຕິບັດໂດຍລວມແລະຄວາມສົມບູນຂອງການປະກອບການກັ່ນຕອງ. ເລືອກການອອກແບບກະທູ້ທີ່ຖືກຕ້ອງໂດຍອີງໃສ່ຄວາມຕ້ອງການຄໍາຮ້ອງສະຫມັກສະເພາະຂອງທ່ານແລະພິຈາລະນາປຶກສາກັບຜູ້ຊ່ຽວຊານດ້ານການກັ່ນຕອງສໍາລັບການຊີ້ນໍາ.
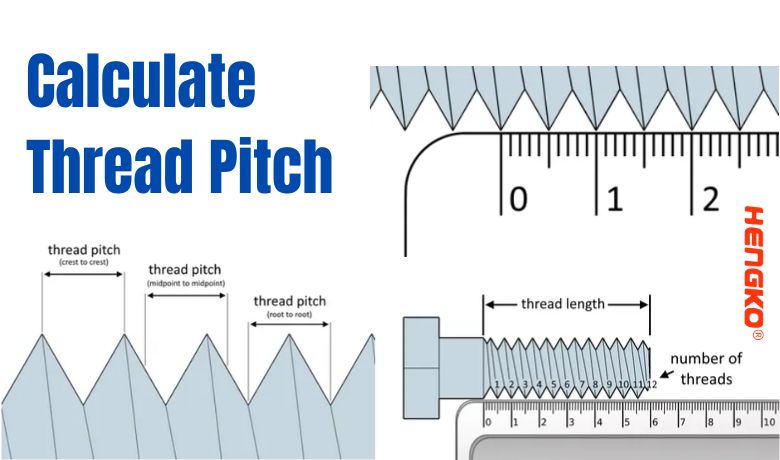
Pitch ແລະ TPI
* Pitch: ວັດແທກເປັນ millimeter, ມັນເປັນໄລຍະຫ່າງຈາກ crest thread ຫນຶ່ງໄປຫາຕໍ່ໄປ.
* TPI (Threads Per Inch): ໃຊ້ສໍາລັບ threads ຂະຫນາດນິ້ວ, ຊີ້ບອກຈໍານວນຂອງ threads ຕໍ່ນິ້ວຂອງຄວາມຍາວ.
ຄວາມສໍາພັນລະຫວ່າງ Pitch ແລະ TPI:
* ພວກມັນວັດແທກສິ່ງດຽວກັນ (ຄວາມຫນາແຫນ້ນຂອງກະທູ້) ແຕ່ໃນຫນ່ວຍງານແລະລະບົບການວັດແທກທີ່ແຕກຕ່າງກັນ.
1. TPI ແມ່ນ reciprocal ຂອງ pitch: TPI = 1 / Pitch (mm)
2. ການແປງລະຫວ່າງພວກມັນແມ່ນກົງໄປກົງມາ:ການແປງ TPI ເປັນ pitch: Pitch (mm) = 1 / TPI
ການແປງ pitch ເປັນ TPI: TPI = 1 / Pitch (mm)
ຄວາມແຕກຕ່າງທີ່ ສຳ ຄັນ:
* ຫນ່ວຍວັດແທກ: Pitch ໃຊ້ millimeters (ລະບົບ metric), ໃນຂະນະທີ່ TPI ໃຊ້ threads ຕໍ່ນິ້ວ (ລະບົບ imperial).
* ຄໍາຮ້ອງສະຫມັກ: Pitch ແມ່ນໃຊ້ສໍາລັບ fasteners metric, ໃນຂະນະທີ່ TPI ແມ່ນໃຊ້ສໍາລັບ fasteners ນິ້ວ.
ຄວາມເຂົ້າໃຈຄວາມຫນາແຫນ້ນຂອງກະທູ້:
* ທັງ pitch ແລະ TPI ບອກທ່ານວ່າກະທູ້ຖືກຫຸ້ມໄວ້ຢ່າງແຫນ້ນຫນາແນວໃດຢູ່ໃນ fastener.
* ລະດັບສຽງຕ່ຳ ຫຼື TPI ສູງກວ່າໝາຍເຖິງກະທູ້ຫຼາຍຕໍ່ຄວາມຍາວຂອງໜ່ວຍ, ສົ່ງຜົນໃຫ້ມີເສັ້ນດ້າຍທີ່ລະອຽດກວ່າ.
* ກະທູ້ລະອຽດໂດຍທົ່ວໄປສະເຫນີ:
1. ຄວາມຕ້ານທານທີ່ເຂັ້ມແຂງຕໍ່ກັບການວ່າງຍ້ອນການສັ່ນສະເທືອນຫຼືແຮງບິດ.
2. ປັບປຸງຄວາມສາມາດໃນການຜະນຶກເມື່ອນໍາໃຊ້ກັບອຸປະກອນທີ່ເຫມາະສົມ.
3. ຄວາມເສຍຫາຍຫນ້ອຍກັບກະທູ້ການຫາຄູ່ໃນລະຫວ່າງການປະກອບແລະ disassembly
ຢ່າງໃດກໍຕາມ, ຫົວຂໍ້ລະອຽດອາດຈະ:
* ມີຄວາມອ່ອນໄຫວຕໍ່ກັບການຂ້າມ thread ຫຼື stripping ຖ້າບໍ່ສອດຄ່ອງຢ່າງຖືກຕ້ອງ.
* ຮຽກຮ້ອງໃຫ້ມີຜົນບັງຄັບໃຊ້ເພີ່ມເຕີມເພື່ອກະຕຸ້ນແລະພວນ.
ການເລືອກຄວາມຫນາແຫນ້ນຂອງກະທູ້ທີ່ຖືກຕ້ອງ:
* ຄໍາຮ້ອງສະຫມັກສະເພາະແລະຂໍ້ກໍານົດຂອງມັນກໍານົດ pitch ທີ່ດີທີ່ສຸດຫຼື TPI.
* ປັດໄຈຕ່າງໆເຊັ່ນ: ຄວາມແຂງແຮງ, ຄວາມຕ້ານທານການສັ່ນສະເທືອນ, ຄວາມຕ້ອງການການຜະນຶກ, ແລະຄວາມງ່າຍຂອງການປະກອບ / disassembly ຄວນພິຈາລະນາ.
* ການໃຫ້ຄໍາປຶກສາມາດຕະຖານທີ່ເຫມາະສົມແລະຄໍາແນະນໍາດ້ານວິສະວະກໍາແມ່ນສໍາຄັນສໍາລັບການເລືອກຄວາມຫນາແຫນ້ນຂອງ thread ທີ່ເຫມາະສົມກັບຄວາມຕ້ອງການສະເພາະຂອງທ່ານ.
ເສັ້ນຜ່າສູນກາງ
ກະທູ້ມີສາມເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ:
* ເສັ້ນຜ່າສູນກາງຕົ້ນຕໍ: ເສັ້ນຜ່າສູນກາງທີ່ໃຫຍ່ທີ່ສຸດຂອງ thread, ວັດແທກຢູ່ໃນ crests ໄດ້.
* ເສັ້ນຜ່າສູນກາງເລັກນ້ອຍ: ເສັ້ນຜ່າກາງນ້ອຍທີ່ສຸດ, ວັດແທກຢູ່ຮາກ.
* Pitch Diameter: ເປັນເສັ້ນຜ່າສູນກາງທາງທິດສະດີລະຫວ່າງເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ ແລະນ້ອຍ.
ຄວາມເຂົ້າໃຈແຕ່ລະເສັ້ນຜ່າສູນກາງ:
* ເສັ້ນຜ່າສູນກາງຕົ້ນຕໍ: ນີ້ແມ່ນຂະຫນາດທີ່ສໍາຄັນສໍາລັບການຮັບປະກັນຄວາມເຂົ້າກັນໄດ້ລະຫວ່າງກະທູ້ການຫາຄູ່ (ຕົວຢ່າງ: bolt ແລະຫມາກແຫ້ງເປືອກແຂງ). Bolts ແລະ nuts ທີ່ມີເສັ້ນຜ່າກາງທີ່ສໍາຄັນດຽວກັນຈະເຂົ້າກັນໄດ້, ບໍ່ວ່າຈະເປັນ pitch ຫຼືຮູບແບບ thread (ຂະຫນານຫຼື tapered).
* ເສັ້ນຜ່າສູນກາງເລັກນ້ອຍ: ນີ້ມີຜົນກະທົບຕໍ່ຄວາມເຂັ້ມແຂງຂອງການມີສ່ວນພົວພັນຂອງກະທູ້. ເສັ້ນຜ່າສູນກາງເລັກນ້ອຍທີ່ໃຫຍ່ກວ່າສະແດງເຖິງວັດສະດຸຫຼາຍກວ່າ ແລະອາດມີຄວາມເຂັ້ມແຂງສູງກວ່າ.
* ເສັ້ນຜ່າສູນກາງ Pitch: ນີ້ແມ່ນເສັ້ນຜ່າສູນກາງທີ່ສົມມຸດຕິຖານທີ່ profile thread ມີປະລິມານເທົ່າທຽມກັນຂອງວັດສະດຸຂ້າງເທິງແລະຂ້າງລຸ່ມນີ້. ມັນມີບົດບາດສໍາຄັນໃນການຄິດໄລ່ຄວາມເຂັ້ມແຂງ thread ແລະຄຸນສົມບັດວິສະວະກໍາອື່ນໆ.
ຄວາມສຳພັນລະຫວ່າງເສັ້ນຜ່າສູນກາງ:
* ເສັ້ນຜ່າສູນກາງແມ່ນກ່ຽວຂ້ອງໂດຍ profile thread ແລະ pitch. ມາດຕະຖານກະທູ້ທີ່ແຕກຕ່າງກັນ (e. g. metric ISO, Unified National Coarse) ມີການພົວພັນສະເພາະລະຫວ່າງເສັ້ນຜ່າສູນກາງເຫຼົ່ານີ້.
* ເສັ້ນຜ່າສູນກາງ Pitch ສາມາດຖືກຄິດໄລ່ໂດຍໃຊ້ສູດໂດຍອີງໃສ່ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນແລະເລັກນ້ອຍ, ຫຼືພົບເຫັນຢູ່ໃນຕາຕະລາງອ້າງອີງສໍາລັບມາດຕະຖານກະທູ້ສະເພາະ.
ຄວາມສຳຄັນຂອງຄວາມເຂົ້າໃຈເສັ້ນຜ່າສູນກາງ:
* ການຮູ້ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນແມ່ນມີຄວາມຈໍາເປັນສໍາລັບການເລືອກ fasteners ທີ່ເຂົ້າກັນໄດ້.
* ເສັ້ນຜ່າສູນກາງເລັກນ້ອຍຜົນກະທົບຕໍ່ຄວາມເຂັ້ມແຂງແລະອາດຈະກ່ຽວຂ້ອງກັບຄໍາຮ້ອງສະຫມັກສະເພາະທີ່ມີການໂຫຼດສູງ.
* ເສັ້ນຜ່າສູນກາງ Pitch ແມ່ນສໍາຄັນສໍາລັບການຄິດໄລ່ວິສະວະກໍາແລະຄວາມເຂົ້າໃຈຄຸນສົມບັດຂອງກະທູ້.
ຫມາຍເຫດເພີ່ມເຕີມ:
* ບາງມາດຕະຖານກະທູ້ກໍານົດເສັ້ນຜ່າສູນກາງເພີ່ມເຕີມເຊັ່ນ "ເສັ້ນຜ່າສູນກາງຂອງຮາກ" ສໍາລັບຈຸດປະສົງສະເພາະ.
* ຂໍ້ກໍາຫນົດຄວາມທົນທານຂອງກະທູ້ກໍານົດການປ່ຽນແປງທີ່ອະນຸຍາດໃນແຕ່ລະເສັ້ນຜ່າສູນກາງສໍາລັບການເຮັດວຽກທີ່ເຫມາະສົມ.
ຂ້າພະເຈົ້າຫວັງວ່າຂໍ້ມູນນີ້ຍັງຊີ້ແຈງເພີ່ມເຕີມພາລະບົດບາດແລະຄວາມສໍາຄັນຂອງເສັ້ນຜ່າສູນກາງກະທູ້ທີ່ແຕກຕ່າງກັນ! ຮູ້ສຶກບໍ່ເສຍຄ່າທີ່ຈະຖາມຖ້າຫາກວ່າທ່ານມີຄໍາຖາມເພີ່ມເຕີມ.
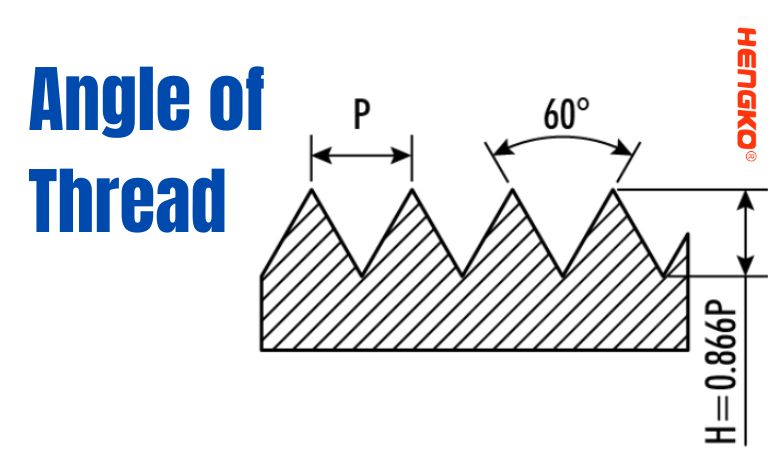
ມຸມ
* ມຸມ Flank: ມຸມລະຫວ່າງກະທູ້ flank ແລະເສັ້ນ perpendicular ກັບແກນ.
* ມຸມ Taper: ສະເພາະກັບກະທູ້ tapered, ມັນເປັນມຸມລະຫວ່າງ taper ແລະແກນກາງ.
ມຸມ Flank:
* ໂດຍປົກກະຕິ, ມຸມ flank ແມ່ນ symmetrical (ຫມາຍຄວາມວ່າທັງສອງ flanks ມີມຸມດຽວກັນ) ແລະຄົງທີ່ຕະຫຼອດ profile thread.
* ມຸມຂ້າງທົ່ວໄປທີ່ສຸດແມ່ນ 60°, ໃຊ້ໃນມາດຕະຖານເຊັ່ນ Unified Thread Standard (UTS) ແລະ Metric ISO threads.
* ມຸມ flank ມາດຕະຖານອື່ນໆປະກອບມີ 55 ° (ກະທູ້ Whitworth) ແລະ 47.5 ° (ກະທູ້ສະມາຄົມອັງກິດ).
* ຜົນກະທົບມຸມ Flank: **1. ຄວາມເຂັ້ມແຂງ: ມຸມຂະຫນາດໃຫຍ່ໂດຍທົ່ວໄປສະຫນອງການຕໍ່ຕ້ານ torque ທີ່ດີກວ່າແຕ່ມີຄວາມທົນທານຫນ້ອຍຂອງ misalignment.
2. Friction: ມຸມຂະຫນາດນ້ອຍສ້າງ friction ຫນ້ອຍແຕ່ອາດຈະປະນີປະນອມຄວາມສາມາດໃນການລັອກຕົນເອງ.
3. ການສ້າງ chip: ມຸມ Flank ມີອິດທິພົນຕໍ່ວິທີການຕັດເຄື່ອງມືໄດ້ຢ່າງງ່າຍດາຍສາມາດສ້າງກະທູ້.
Taper Angle:
* ມຸມນີ້ກໍານົດອັດຕາການປ່ຽນແປງເສັ້ນຜ່າສູນກາງຕາມເສັ້ນ tapered.
* ມຸມ taper ທົ່ວໄປປະກອບມີ 1:16 (National Pipe Thread - NPT) ແລະ 1:19 (British Standard Pipe Thread - BSPT).
* ມຸມ taper ຮັບປະກັນການເຊື່ອມຕໍ່ທີ່ແຫນ້ນຫນາ, ການຜະນຶກດ້ວຍຕົນເອງຍ້ອນວ່າກະທູ້ບີບອັດໃສ່ກັນແລະກັນເມື່ອແຫນ້ນແຫນ້ນ.
* ມັນເປັນສິ່ງສໍາຄັນສໍາລັບກະທູ້ tapered ເພື່ອໃຫ້ມີມຸມຈັບຄູ່ທີ່ຖືກຕ້ອງສໍາລັບການປະທັບຕາທີ່ຮົ່ວ.
ຄວາມສໍາພັນລະຫວ່າງມຸມ:
* ໃນກະທູ້ທີ່ບໍ່ແມ່ນ tapered, ມຸມ flank ແມ່ນມຸມທີ່ກ່ຽວຂ້ອງເທົ່ານັ້ນ.
* ສໍາລັບກະທູ້ tapered, ທັງ flank ແລະມຸມ taper ມີບົດບາດ:
1. ມຸມ flank ກໍານົດ profile thread ພື້ນຖານແລະຄຸນສົມບັດທີ່ກ່ຽວຂ້ອງຂອງມັນ.
2. ມຸມ taper ກໍານົດອັດຕາການປ່ຽນແປງເສັ້ນຜ່າສູນກາງແລະມີອິດທິພົນຕໍ່ລັກສະນະການຜະນຶກ.
Crest ແລະຮາກ
* Crest: ສ່ວນນອກສຸດຂອງ thread.
* ຮາກ: ສ່ວນໃນທີ່ສຸດ, ປະກອບເປັນຖານຂອງຊ່ອງ thread.
ຂ້າງເທິງນີ້ແມ່ນພຽງແຕ່ກໍານົດ crest ແລະຮາກຂອງ thread.
ໃນຂະນະທີ່ສະຖານທີ່ຂອງພວກເຂົາພາຍໃນກະທູ້ເບິ່ງຄືວ່າງ່າຍດາຍ, ພວກເຂົາມີບົດບາດສໍາຄັນໃນດ້ານຕ່າງໆຂອງການທໍາງານຂອງ thread ແລະການອອກແບບ.
ນີ້ແມ່ນບາງລາຍລະອຽດເພີ່ມເຕີມທີ່ທ່ານອາດຈະສົນໃຈ:
Crest:
* ນີ້ແມ່ນຂອບນອກຂອງກະທູ້, ສ້າງເປັນຈຸດຕິດຕໍ່ພົວພັນກັບກະທູ້ການຫາຄູ່ຂອງຕົນ.
* ຄວາມເຂັ້ມແຂງແລະຄວາມສົມບູນຂອງ crest ແມ່ນສໍາຄັນສໍາລັບການຮັບຜິດຊອບການໂຫຼດແລະທົນທານຕໍ່ການສວມໃສ່.
* ຄວາມເສຍຫາຍຂອງກະທູ້, burrs, ຫຼືຄວາມບໍ່ສົມບູນຂອງ crest ສາມາດປະນີປະນອມຄວາມເຂັ້ມແຂງແລະການເຮັດວຽກຂອງການເຊື່ອມຕໍ່.
ຮາກ:
* ຕັ້ງຢູ່ດ້ານລຸ່ມຂອງກະທູ້, ມັນປະກອບເປັນພື້ນຖານຂອງຊ່ອງຫວ່າງລະຫວ່າງກະທູ້ທີ່ຕິດກັນ.
* ຄວາມເລິກແລະຮູບຮ່າງຂອງຮາກແມ່ນສໍາຄັນສໍາລັບປັດໃຈເຊັ່ນ:
1. ຄວາມເຂັ້ມແຂງ: ຮາກທີ່ເລິກເຊິ່ງໃຫ້ວັດສະດຸເພີ່ມເຕີມສໍາລັບການຮັບມືແລະປັບປຸງຄວາມເຂັ້ມແຂງ.
2. ການເກັບກູ້: ການເກັບກູ້ຮາກທີ່ພຽງພໍແມ່ນຈໍາເປັນເພື່ອຮອງຮັບສິ່ງເສດເຫຼືອ, ນໍ້າມັນເຊື້ອໄຟ, ຫຼືການປ່ຽນແປງການຜະລິດ.
3. ການຜະນຶກເຂົ້າກັນ: ໃນບາງການອອກແບບກະທູ້, ຂໍ້ມູນຂອງຮາກປະກອບສ່ວນກັບຄວາມສົມບູນຂອງການຜະນຶກ.
ຄວາມສໍາພັນລະຫວ່າງ Crest ແລະຮາກ:
* ໄລຍະຫ່າງລະຫວ່າງ crest ແລະຮາກກໍານົດຄວາມເລິກຂອງກະທູ້, ທີ່ມີຜົນກະທົບໂດຍກົງຄວາມເຂັ້ມແຂງແລະຄຸນສົມບັດອື່ນໆ.
*ຮູບຮ່າງ ແລະຂະໜາດສະເພາະຂອງທັງ crest ແລະຮາກແມ່ນຂຶ້ນກັບມາດຕະຖານກະທູ້ (ເຊັ່ນ: metric ISO, Unified Coarse) ແລະຄໍາຮ້ອງສະຫມັກທີ່ຕັ້ງໄວ້.
ການພິຈາລະນາແລະຄໍາຮ້ອງສະຫມັກ:
*ມາດຕະຖານກະທູ້ ແລະຂໍ້ສະເພາະມັກຈະກຳນົດຄວາມທົນທານຕໍ່ຂະໜາດຂອງໜ້າທ້ອງ ແລະຮາກເພື່ອຮັບປະກັນການເຮັດວຽກທີ່ເໝາະສົມ ແລະສາມາດແລກປ່ຽນກັນໄດ້.
* ໃນຄໍາຮ້ອງສະຫມັກທີ່ມີການໂຫຼດສູງຫຼືການສວມໃສ່, ໂປຣໄຟລ໌ threads ທີ່ມີ crests ແລະຮາກເສີມອາດຈະຖືກເລືອກສໍາລັບການປັບປຸງຄວາມທົນທານ.
* ຂະບວນການຜະລິດຕະພັນແລະການຄວບຄຸມຄຸນນະພາບແມ່ນສໍາຄັນສໍາລັບການຮັບປະກັນຄວາມກ້ຽງ, crest ບໍ່ເສຍຫາຍແລະຮາກຂອງ fasteners.
ຂ້າພະເຈົ້າຫວັງວ່າຂໍ້ມູນເພີ່ມເຕີມນີ້ເພີ່ມຄວາມເລິກເພື່ອຄວາມເຂົ້າໃຈຂອງທ່ານກ່ຽວກັບບົດບາດແລະຄວາມສໍາຄັນຂອງ crest ແລະຮາກໃນກະທູ້. ທ່ານສາມາດຖາມໄດ້ຫາກທ່ານມີຄຳຖາມເພີ່ມເຕີມ ຫຼືຫົວຂໍ້ສະເພາະທີ່ກ່ຽວຂ້ອງກັບການອອກແບບກະທູ້ທີ່ເຈົ້າຕ້ອງການສຳຫຼວດ!
ຂະຫນາດຂອງປະເພດກະທູ້
ນີ້ແມ່ນການແບ່ງຂະໜາດຂອງບາງປະເພດກະທູ້ທົ່ວໄປທີ່ທ່ານໄດ້ກ່າວມາ, ພ້ອມກັບຮູບພາບເພື່ອໃຫ້ເຫັນພາບໄດ້ດີຂຶ້ນ:
M - ISO thread (Metric):
* ISO 724 (DIN 13-1) (ກະທູ້ຫຍາບ):
1. ຮູບພາບ:
2. ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ: 3 ມມຫາ 300 ມມ
3. ໄລຍະ Pitch: 0.5 mm ຫາ 6 mm
4. ມຸມກະທູ້: 60°
* ISO 724 (DIN 13-2 ຫາ 11) (ກະທູ້ດີ):
1. ຮູບພາບ:
2. ລະດັບເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ: 1.6 mm ຫາ 300 mm
3. ໄລຍະ Pitch: 0.25 mm ຫາ 3.5 mm
4. ມຸມກະທູ້: 60°
NPT - ກະທູ້ທໍ່:
* NPT ANSI B1.20.1:
1. ຮູບພາບ:
2. ກະທູ້ tapered ສໍາລັບການເຊື່ອມຕໍ່ທໍ່
3. ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ: 1/16 ນິ້ວຫາ 27 ນິ້ວ
4. ມຸມ Taper: 1:16
*NPTF ANSI B1.20.3:
1. ຮູບພາບ:
2. ຄ້າຍຄືກັນກັບ NPT ແຕ່ມີ crest ແປແລະຮາກສໍາລັບການ sealing ທີ່ດີກວ່າ
3. ຂະຫນາດດຽວກັນກັບ NPT
G/R/RP - Whitworth Thread (BSPP/BSPT):
*G = BSPP ISO 228 (DIN 259):
1. ຮູບພາບ:
- G Thread BSPP ISO 228 (DIN 259)
2. ກະທູ້ທໍ່ຂະຫນານ
3. ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ: 1/8 ນິ້ວຫາ 4 ນິ້ວ
4. ມຸມກະທູ້: 55°
*R/Rp/Rc = BSPT ISO 7 (DIN 2999 ແທນທີ່ດ້ວຍ EN10226):
1. ຮູບພາບ:
- R thread BSPT ISO 7 (DIN 2999 ແທນທີ່ດ້ວຍ EN10226)
2. ກະທູ້ທໍ່ tapered
3. ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ: 1/8 ນິ້ວຫາ 4 ນິ້ວ
4. ມຸມ aper: 1:19
UNC/UNF - ຫົວຂໍ້ລວມແຫ່ງຊາດ:
*Unified National Coarse (UNC):
1. ຜູ້ວິເສດ:
- UNC ກະທູ້
2. ຄ້າຍກັບ M Coarse Thread ແຕ່ມີຂະໜາດຕາມນິ້ວ
3. ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ: 1/4 ນິ້ວຫາ 4 ນິ້ວ
4. ກະທູ້ຕໍ່ນິ້ວ (TPI) ຊ່ວງ: 20 ຫາ 1
*ການປັບໃໝແຫ່ງຊາດແບບລວມ (UNF):
1. ຮູບພາບ:
2. ຄ້າຍກັບ M Fine Thread ແຕ່ມີຂະໜາດຕາມນິ້ວ
3. ເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນ: 1/4 ນິ້ວຫາ 4 ນິ້ວ
4. ຊ່ວງ TPI: 24 ຫາ 80
ຂໍ້ມູນຂ້າງເທິງສະຫນອງສະພາບລວມທົ່ວໄປຂອງຂະຫນາດສໍາລັບແຕ່ລະປະເພດກະທູ້. ແຕ່ຂະຫນາດສະເພາະອາດຈະແຕກຕ່າງກັນໄປຕາມມາດຕະຖານສະເພາະແລະຄໍາຮ້ອງສະຫມັກ. ທ່ານສາມາດຊອກຫາຕາຕະລາງລະອຽດ ແລະຂະໜາດໃນເອກະສານມາດຕະຖານທີ່ກ່ຽວຂ້ອງເຊັ່ນ ISO 724, ANSI B1.20.1, ແລະອື່ນໆ.
ຮູ້ສຶກບໍ່ເສຍຄ່າທີ່ຈະຖາມຖ້າຫາກວ່າທ່ານມີຄໍາຖາມເພີ່ມເຕີມຫຼືຕ້ອງການຂໍ້ມູນເພີ່ມເຕີມກ່ຽວກັບປະເພດກະທູ້ສະເພາະຫຼືຂະຫນາດ!
SUM
blog ນີ້ພວກເຮົາສະເຫນີຄູ່ມືທີ່ສົມບູນແບບກ່ຽວກັບການອອກແບບກະທູ້, ສໍາຄັນສໍາລັບການເຂົ້າໃຈວິທີການອົງປະກອບໃນເຄື່ອງຈັກແລະລະບົບວິສະວະກໍາສອດຄ່ອງກັນ.
ມັນກວມເອົາແນວຄວາມຄິດພື້ນຖານຂອງກະທູ້ເພດ, ການກໍານົດກະທູ້ຊາຍແລະຍິງແລະຄໍາຮ້ອງສະຫມັກຂອງເຂົາເຈົ້າໃນການກັ່ນຕອງ sintered. ພວກເຮົາຍັງອະທິບາຍເຖິງການຈັບມືຂອງກະທູ້, ເນັ້ນໃຫ້ເຫັນຄວາມເດັ່ນຂອງກະທູ້ຂວາມືໃນແອັບພລິເຄຊັນສ່ວນໃຫຍ່.
ຄວາມເຂົ້າໃຈລະອຽດໄດ້ຖືກສະຫນອງໃຫ້ໃນການອອກແບບກະທູ້, ສຸມໃສ່ການຂະຫນານແລະ tapered ກະທູ້, ແລະຄວາມກ່ຽວຂ້ອງຂອງເຂົາເຈົ້າໃນການກັ່ນຕອງ sintered.
ດັ່ງນັ້ນຄູ່ມືນີ້ແມ່ນການອ່ານທີ່ສໍາຄັນສໍາລັບຜູ້ທີ່ຊອກຫາທີ່ຈະເຂົ້າໃຈ intricacies ຂອງການອອກແບບ thread ໃນການກັ່ນຕອງ sintered. ແນວໃດກໍ່ຕາມ, ຫວັງວ່າມັນຈະເປັນປະໂຫຍດສໍາລັບທ່ານ
ຄວາມຮູ້ຂອງກະທູ້ແລະເລືອກກະທູ້ທີ່ຖືກຕ້ອງໃນອະນາຄົດ, ພິເສດສໍາລັບອຸດສາຫະກໍາການກັ່ນຕອງ sintered.
ເວລາປະກາດ: ມັງກອນ-30-2024




